









Message
Aluminum parts are machined by CNC machining centers. During the processing, there are some factors that can cause trachoma, such as material, cutting fluid, turnover box, storage environment, acid and salt values used for cleaning in the oxidation plant, etc.

Cutting tools are generally made of hard alloy materials, which have fast speed, high precision in CNC thread milling, and high processing efficiency;
Material: When the material is convenient, it is necessary to use brand new aluminum parts to process standard materials. We cannot use suppliers to add recycled materials to reduce costs, which may lead to trachoma. Therefore, selecting suppliers is very important when purchasing raw materials. Try to choose long-term suppliers to cooperate with major manufacturers.
Cutting fluid: Cutting fluid has good heat dissipation and lubrication effects during the machining process. Generally speaking, cutting fluid will contain some alkaline components. Coincidentally, this salt containing component will corrode the surface of aluminum, causing sand holes. Therefore, the cutting fluid must contain more water, control the pH value, and protect the surface of aluminum parts during machining
Turnover box: Due to the presence of unknown liquids, including cutting fluid residues, on the surface of aluminum parts during the turnover process, parts that have not undergone surface treatment for a long time will seriously corrode the surface and cause sand holes. The turnover box needs to be cleaned and updated regularly.
Storage environment: If aluminum parts are processed and stored in a high acid and high salt environment for more than a week, there must be sand holes on the surface because the surface has been corroded, such as in the environment of the electroplating plant or oxidation plant itself.
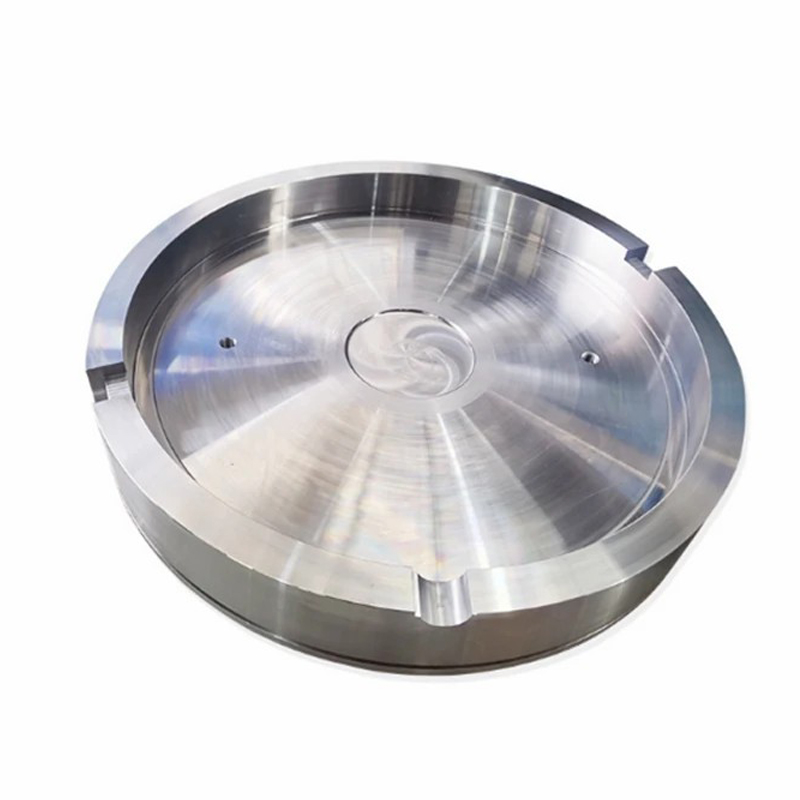
Aluminum die casting is a part of die cast aluminum alloy. Pour the heated liquid aluminum or aluminum alloy into the feeding port of the die-casting machine for die-casting, casting aluminum components or processing aluminum parts, and making molds, commonly known as aluminum die-casting. Such as aluminum die castings and die cast aluminum components.
Due to the good fluidity and plasticity of aluminum alloys, aluminum die castings can be machined into various complex shapes by CNC in die-casting machines, resulting in higher accuracy and surface quality. To a large extent, castings and metal aluminum or aluminum alloys are both large, saving electricity, metal materials, and labor costs; Therefore, aluminum die castings are widely used in industries such as automobile manufacturing, internal combustion engine production, motorcycle manufacturing, motor manufacturing, oil pump manufacturing, transmission machinery manufacturing, precision instruments and meters, landscape architecture, electrical construction, and building decoration. Aluminum and aluminum alloys have excellent thermal conductivity, small specific gravity, and high processing performance. Controlling these conditions ensures the high quality of aluminum alloy CNC machined parts.
The sand hole problem occurs during the CNC machining process of aluminum alloy, and the reasons are as follows:
To ensure the quality of aluminum alloy refining and degassing, choose a good refining agent, reduce the gas content in aluminum water, remove the liquid level, and prevent gas from entering the gas mold.
Choose a good release agent. The selected release agent should not produce gas during die casting and has good release performance;
Ensure that the exhaust of the mold is unobstructed and unobstructed, and that the gas inside the mold is completely discharged, especially when the aluminum liquid is finally polymerized, the exhaust channel must be cleared;
Adjust the die-casting parameters, and the filling speed should not be too fast to prevent air entrainment;
In the design of aluminum processing and mold design, attention should be paid to using core pulling cooling to minimize the disadvantage of large wall differences;
In areas where air holes frequently appear, the mold and design should be improved.